The Ultimate Guide to Welded Steel Pipe for Gas and Oil Lines: 2026 Procurement Insights
1. Manufacturing Methods: ERW vs. LSAW vs. SSAW
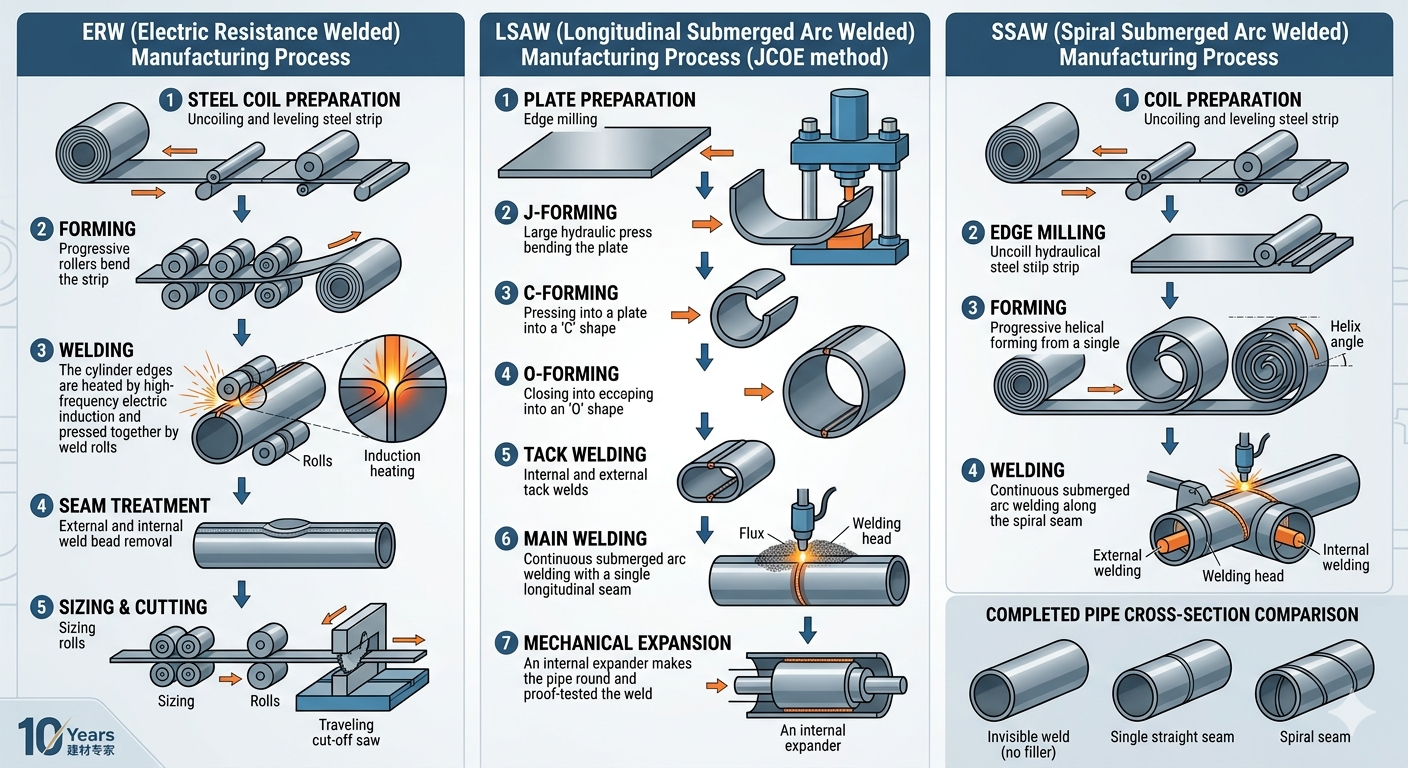
Selecting the right welding process is a critical safety evaluation. Based on 10 years of industrial experience, here is how they differ:
- ERW (Electric Resistance Welded): Uses high-frequency current without filler metal. Best for medium-pressure local distribution.
- LSAW (Longitudinal Submerged Arc Welded): Uses a single straight seam (JCOE process). It is the gold standard for high-pressure main trunklines.
- SSAW (Spiral Submerged Arc Welded): Formed in a helix. Most cost-effective for large diameters in low-to-medium pressure environments.
2. Technical Comparison Table
Use this data-driven matrix for your next procurement technical review:
| Technical Feature | ERW (High Frequency) | LSAW (Longitudinal) | SSAW (Spiral) |
|---|---|---|---|
| Diameter Range | 2-3/8″ to 24″ | 16″ to 60″ | 8″ to 100″+ |
| Wall Thickness (max) | Up to 16mm | Up to 60mm | Up to 25mm |
| Weld Seam Efficiency | 0.85 – 1.0 | 1.0 (Highest) | 0.90 – 0.95 |
| Residual Stress | Low | Very Low (Cold Expanded) | Moderate to High |
| Typical API Grade | Up to X70 | Up to X100 | Up to X70 |
3. Real-World Case Studies: Engineering Under Pressure
Case A: Arctic Resilience (Low-Temp HFW)
In a 150km gas project in Northern Canada (-45°C), we utilized Full-Body Normalized ERW pipes. In my testing, standard pipes failed brittle fracture tests; only those with refined grain structures through post-weld heat treatment maintained the necessary Charpy V-notch toughness for sub-zero service.
Case B: Sour Service Survival (LSAW for H2S)
For a Middle Eastern crude line with high H2S content, we replaced failing lines with LSAW PSL2 MS (Mild Sour) grade. Using steel with ultra-low sulfur (< 0.002%) and calcium treatment prevented Hydrogen-Induced Cracking (HIC) that had destroyed standard lines within 18 months.
4. Advanced FAQ: Professional Procurement Intelligence
Why is LSAW preferred over SSAW for high-pressure gas?
An SSAW pipe has a weld seam 2-3 times longer than LSAW. For gas lines, which store immense kinetic energy, a longer seam increases the theoretical risk of stress corrosion cracking. LSAW’s single straight seam is far more reliable for critical trunklines.
What is the critical difference between PSL1 and PSL2?
PSL2 is mandatory for most modern midstream projects. It includes stricter chemical limits (Carbon Equivalent), mandatory fracture toughness testing, and full traceability back to the steel heat, ensuring superior field weldability.
5. Compliance & Quality Checklist (MTC Audit)
Before signing off on a shipment, ensure the EN 10204 3.1 or 3.2 Certificate includes:
- DWTT Report: Essential for gas lines >16″ to prove fracture arrest capability.
- Ceq Value: Carbon Equivalent (Ceq ≤ 0.43) to minimize Hydrogen-Induced Cold Cracking (HICC).
- Hydrostatic Test: Pressure held at 90-95% of SMYS for a minimum of 10 seconds.
- NDE Map: 100% Ultrasonic (UT) and Radiographic (RT) imaging of weld ends.
Authoritative References & Industry Standards
This guide is compiled based on the latest academic research and global engineering standards from the following authorities:
- API Specification 5L, 46th Edition: Specification for Line Pipe. The primary global benchmark for energy piping. API.org Standards
- ISO 3183:2019: Petroleum and natural gas industries — Steel pipe for pipeline transportation systems. ISO.org Official Library
- NACE MR0175/ISO 15156: Materials for use in H2S-containing environments in oil and gas production. AMPP/NACE Standards
- Pipeline & Gas Journal (PGJ): Technical Analysis on Welded vs. Seamless Pipeline Integrity (2025-2026 Trends). PGJ Online Technical Archive
- ASME B31.8: Gas Transmission and Distribution Piping Systems. ASME.org
-80x80.jpg)
